


6000 GPD RO water filter system
(0 customer reviews) AED 0.00A high capacity and low cost system. Perfect plants large. Designed for commercial and industrial applications. It is suitable for thelarge food processing industries, shopping malls, hotels. RO 6000 improves the taste and quality of your water. It reduces to 99% of chlorine, and the unpleasant odors and sediment. RO 6000 also reduces the following hard water contaminants that may be present in your water: lead, cooper, barium, chromium, mercury, sodium, cadmium, fluoride, nitrite, nitrate, and selenium.
This autonomous system RO 6000 can produce 23,000 liters of pure water per day

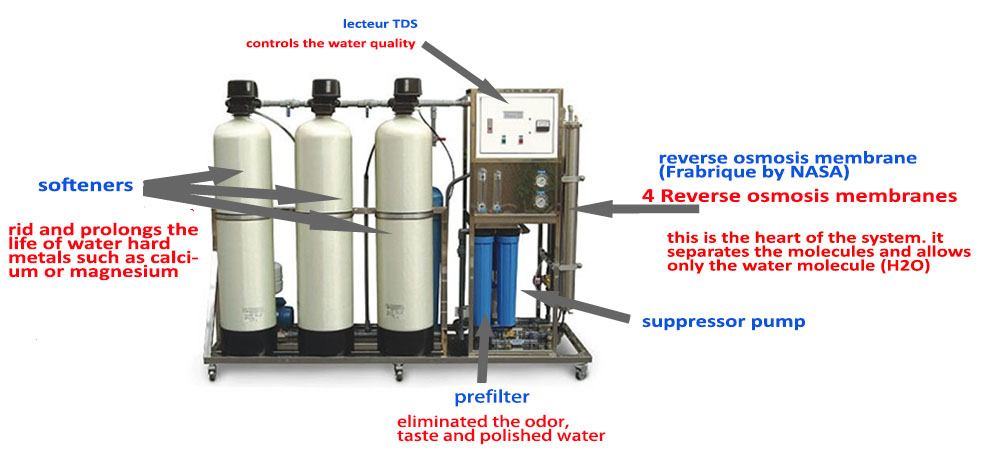
From its initial start-up, the machine has been working properly with minimal trouble-shooting. A quality reverse osmosis machine is designed to deliver high quality service by removing massive amounts of salt and other impurities from wells, lakes, rivers, and the ocean through a process called 'reverse osmosis".
The process of reverse osmosis deals with the use of a high pressure pump which applies extreme pressure to the high saline concentrated side of a semi-porous membrane, combatting a natural process called "Osmosis". Naturally, osmosis transports salt through a semi-porous membrane from a region with low saline concentration to a region with high saline concentration. Its goal is to gain an equal quantity of saline concentration on both sides of the membrane. With the use of the high pressure pump, reverse osmosis comes in to direct osmosis to the opposite direction. The pump applies high pressure to the highly concentrated saline side of the membrane, pushing salty water and other impurities across the membrane, only allowing water molecules to flow through. Salt and the impurities are rejected and later thrown into the drain on the concentrate side. In the end, we obtain purified water with 99% less dissolved salts on the permeate side of the membrane.
Country: UAE
System/Product: Reverse Osmosis
Flow Rate: 6,000 GPD
